


CO2
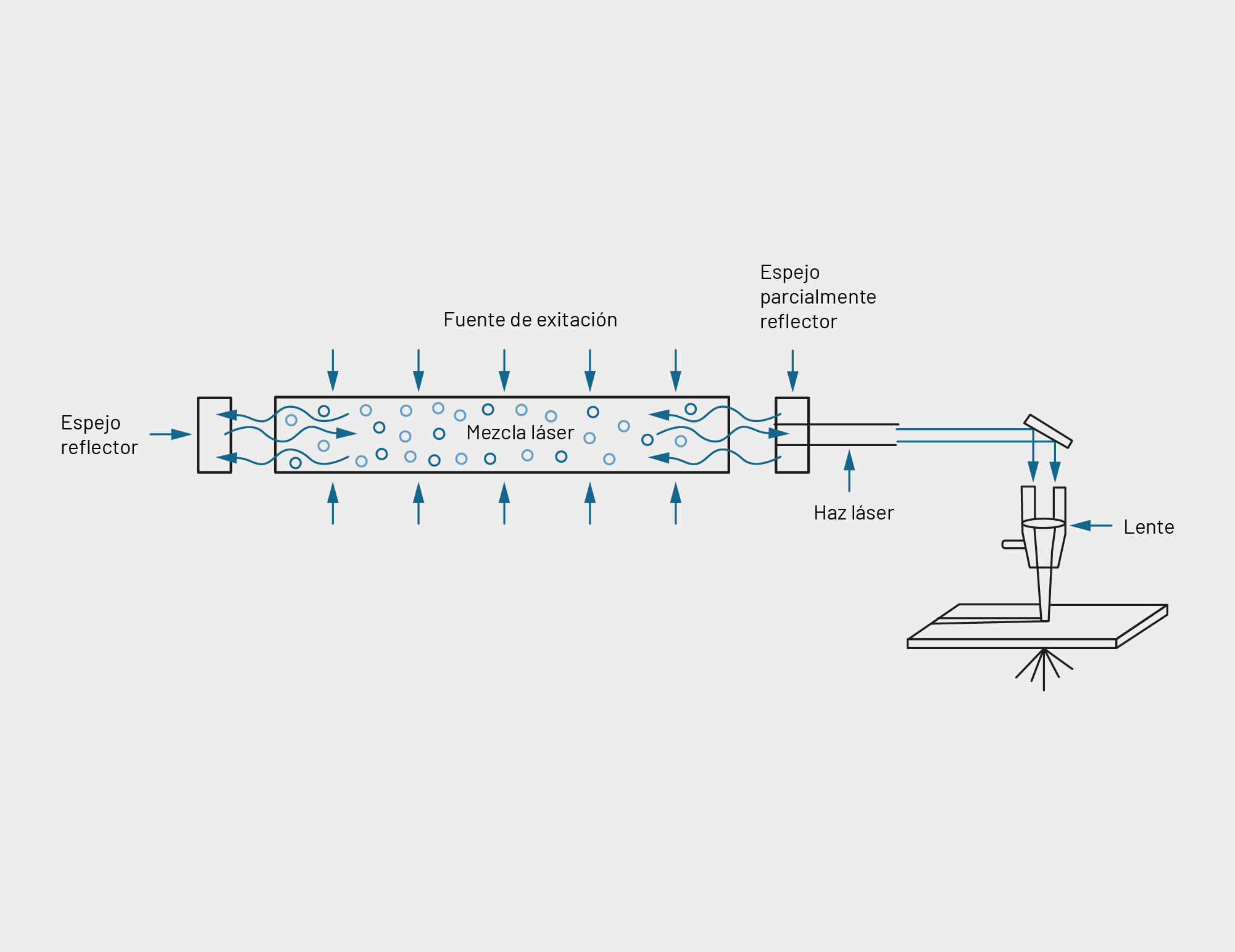
La CO2 è il gas attivo nella generazione del fascio laser, in quanto energicamente eccitata genera emissione di luce infrarosso, che polarizzata diventa raggio laser.
Il taglio e la saldatura di lamiere attraverso il processo laser richiedono gas e miscele ad elevata purezza e precisione di produzione. Nippon Sanso, attraverso decenni di esperienza nella produzione di gas, e in collaborazione con i migliori produttori di sistemi laser, ha sviluppato tecniche di produzione in grado di soddisfare le più esigenti richieste dei costruttori e dei clienti.
La CO2 è il gas attivo nella generazione del fascio laser, in quanto energicamente eccitata genera emissione di luce infrarosso, che polarizzata diventa raggio laser.
L'azione di questo gas è duplice, nella sorgente accumula elettroni che cede alla CO2 per il mantenimento dell'eccitazione, inoltre è impiegato come gas di protezione della lamiera durante il processo di taglio.
Normalmente l'O2 è un inquinante nel processo di taglio laser ma, come avviene nella tecnologia di taglio oxy-fuel per tagliare l'acciaio al carbonio, la funzione dell'O2 è quella di bruciare il carbonio presente nel metallo favorendone la fusione.
Utilizzato nella sorgente laser, l'effetto è quello di raffreddare il sistema.
Le nostre miscele hanno titoli di purezza superiori ai requisiti minimi richiesti dai produttori di sistemi laser.
L’acciaio al carbonio, l’acciaio inossidabile, l’alluminio o il titanio, solo per citarne alcuni, hanno caratteristiche metallurgiche e reattività all’aria differenti.
Durante le fasi di taglio laser o di saldatura è fondamentale proteggere o trasmettere calore per consentire il processo, mentre l’assenza di inquinanti permette di sfruttare tutta la potenza delle sorgenti laser, siano esse a CO2 o fibra.

In realtà il taglio laser produce pezzi finiti, che non necessitano altre manipolazioni successive (ad esempio forature o altro) o finiture (ad esempio sabbiatura o altro). Nei sistemi che utilizzano sorgenti a CO2, il raggio laser deve essere diretto sulla lente di focalizzazione tramite specchi. È fondamentale che su questi componenti non si depositino sostanze inquinanti (polveri, idrocarburi, ecc.) che determinano un maggiore assorbimento della potenza del fascio laser.
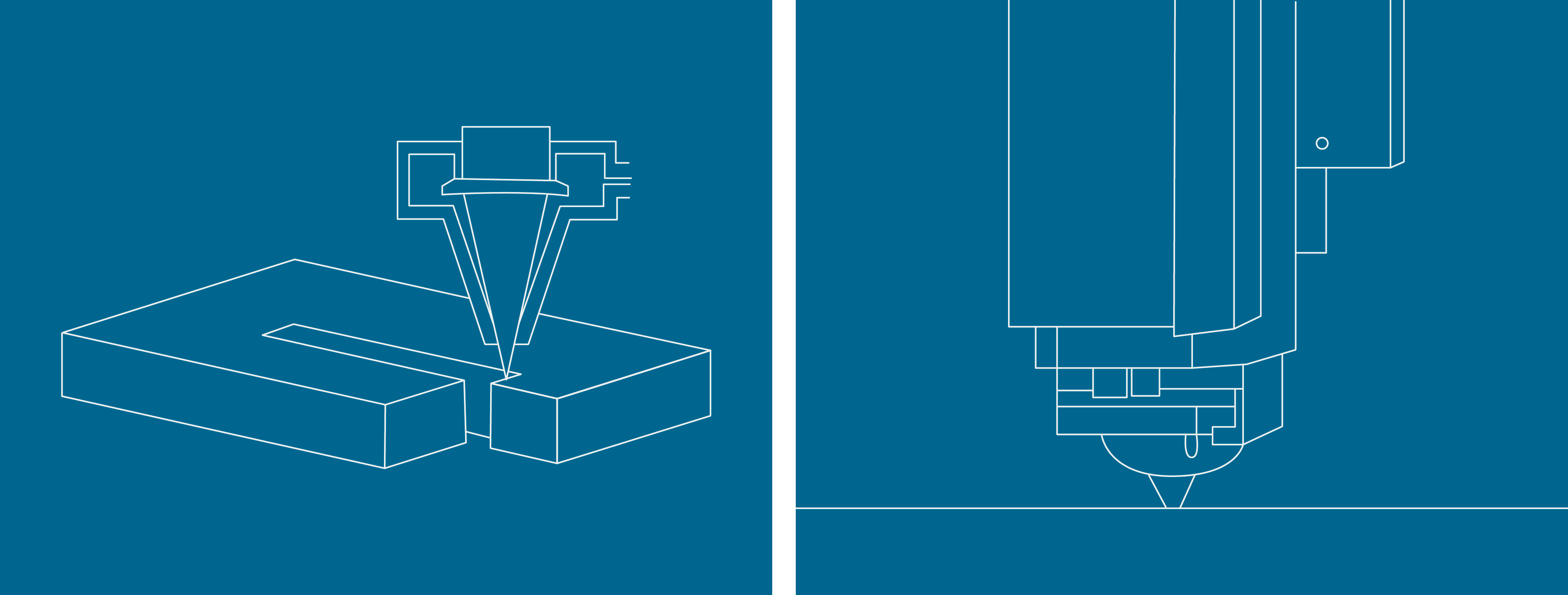
La presenza di inquinanti nel percorso ottico del fascio laser riduce la potenza del laser sul materiale in lavorazione e provoca anche variazioni nelle condizioni di trasmissione e focalizzazione del fascio. E’ quindi importante che l’intero percorso ottico, dalla sorgente all’elemento di focalizzazione, sia chiuso ermeticamente e che un gas protettivo (aria o azoto) scorra in leggera sovrappressione.
Questo gas deve avere esente da polveri (diametro <0,1 μm, densità <0,1 mg / Nm3) e deolizzato (contenuto <0,01 mg / Nm3). Spesso il mancato rispetto di questa condizione porta a gravi problemi in termini di affidabilità delle prestazioni del sistema.
24.06.2026
Bruxelles, 24 giugno 2026 – È stata fondata oggi una nuova associazione industriale europea con l’obiettivo di sostenere l’efficace attuazione…

09.06.2026
L’azienda ha ricevuto il “Company Safety Award” e 12 “Zero Accident Awards” Nippon Sanso, parte del Gruppo Nippon Sanso, leader…

30.03.2026
Nippon Gases, filiale europea Nippon Sanso Holdings Corporation, annuncia che, con decorrenza 1° aprile 2026, la società opererà con il…
Di cosa hai bisogno?